

Ätzen oder Lasern?
Mitunter erfordern die festgelegte geometrische Produktspezifikation und die zu erwartenden Einsatz- bzw. Einbaubedingungen eine Auswahl des geeigneten Fertigungsverfahrens. Die nachfolgenden Details sollen Ihren Entscheidungsprozess unterstützen. In einfacheren Fällen können Sie es auch uns überlassen, mögliche Freiheiten zu nutzen, um Ihnen ein besonders termin- und kostengünstiges Angebot zu unterbreiten. Wenn Ihre Produktanforderungen die nachfolgend dargelegten Grenzwerte leicht überschreiten, Sie eine Kenngröße oder einen Kennwert vermissen, dann lohnt sich auf alle Fälle eine Anfrage an uns.
1. Maximale Größe des Teiles/ des Nutzens
Als Nutzen wird ein zweckmäßiger Blechzuschnitt bezeichnet, auf dem mehrere Teile angeordnet sind. down
| Ätzen | 500 mm x 600 mm |
| Lasern | 500 mm x 700 mm |
2. Beispiele für bearbeitbare Werkstoffe und Materialdicken [mm]
| Ätzen | Lasern | |
| Stahl | 0,01 bis 1,5 | 0,01 bis 3,0 |
| Edelstahl | 0,01 bis 0,8 | 0,01 bis 3,0 |
| Aluminiumlegierungen | 0,01 bis 1,5 | 0,01 bis 2,0 |
| Kupfer, Cu-Legierungen | 0,01 bis 0,8 | 0,01 bis 1,0 |
| Messing | 0,01 bis 1,5 |
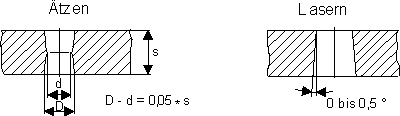
3. Formgenauigkeit der Konturleibung
4. Beeinflussung der Materialeigenschaften
LasernDie hohe Intensität des Laserstrahls ermöglicht eine große Trenngeschwindigkeit. Das wiederum bedingt eine kurze Einwirkzeit. Eine Gefügeänderung ist möglich, beschränkt sich aber auf einen kleinen Randbereich längs der Trennkante.
Bei dynamisch beanspruchten Teilen ist es empfehlenswert, die Auswirkungen der Randinhomogenität zu untersuchen.
| Ätzen | Keine Beeinflussung des Materialgefüges. |
| Lasern | Die hohe Intensität des Laserstrahls ermöglicht eine große Trenngeschwindigkeit. Das wiederum bedingt eine kurze Einwirkzeit. Eine Gefügeänderung ist möglich, beschränkt sich aber auf einen kleinen Randbereich längs der Trennkante. Bei dynamisch beanspruchten Teilen ist es empfehlenswert, die Auswirkungen der Randinhomogenität zu untersuchen. |
5. Toleranzen
| Toleranzen ± | ||||||
| Ätzen | ||||||
| Blechdicke s (mm) |
|
|||||
| Stahl |
|
|||||
| Edelstahl |
|
|||||
| Aluminumlegierungen |
|
|||||
| Kupfer + Legierungen |
|
|||||
| Lasern | ||||||
| Blechdicke s (mm) |
|
|||||
| Stahl |
|
|||||
| Edelstahl |
|
|||||
| Aluminumlegierungen |
|
|||||
| Kupfer + Legierungen |
|
|||||
| Messing |
|